Хидраулични цилиндрикоје се широко користе у грађевинарству, рударству и пољопривредним машинама увек раде на тешким радним местима. Прашина, замућена вода, оштар температурни помак и корозивни медиј представљају стална оштећења спољашњих делова цилиндра. Статистике службе на терену показују да површински дефекти заузимају више од четрдесет процената свих кварова цилиндара.
Уобичајени видљиви проблеми покривају четири главне категорије. Тврди хромирани премаз на клипњачи ће се ољуштити након дуже употребе. Спољни омотач цилиндра лако зарђа на влажним местима. Кретање напред-назад оставља линеарне огреботине на површини шипке. Спољни судар такође ствара удубљење на телу цилиндра. Мала оштећења ће полако хабати унутрашње заптивке и узроковати споро цурење уља или нестабилно кретање. Озбиљна оштећења директно доводе до пада притиска и изливања уља, очигледно скраћујући стварно време сервисирања.
Бешавна челична цев високе чврстоће је усвојена за израду цеви цилиндра. Клипњача добија отпорност на хабање и рђу ослањајући се на галванизовани хромирани слој и фино полирање површине, овај спољни заштитни слој је такође најслабији део целе структуре.
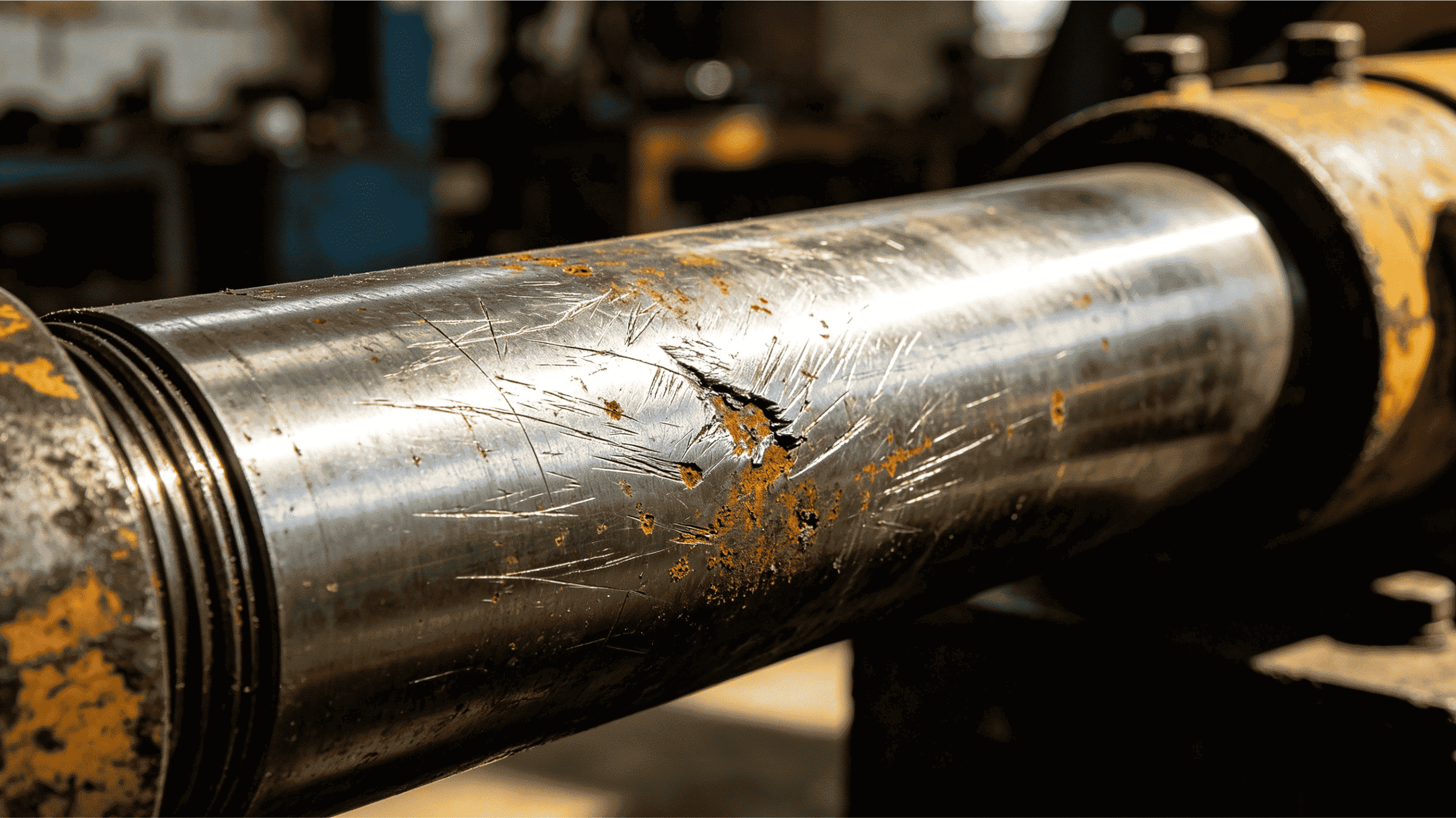
Непрекидно телескопско померање доводи до сталног трења између шипке и унутрашњег прибора за вођицу, постепено стањивајући површински премаз. Изненадни удар великог оптерећења ствара ситне заморне пукотине које се не могу видети голим оком. Влага улази у ове пукотине и чини да се површински премаз цепа и отпада. Електрохемијска корозија такође ствара мале рупице на изложеној металној површини, кршећи оригиналну толеранцију монтаже и чинећи да цилиндри покваре пре рока.
Особље мора прво да процени ниво оштећења пре него што започне радове на поправци, и уверите се да обновљене перформансе могу да одговарају оригиналном фабричком стандарду.
За слабе огреботине и плитке трагове оксидације, радници користе фини абразивни папир за нежно полирање површине. Потпуно очистите сву прљавштину, а затим намажите специјалном заштитном машћу, нема потребе да растављате цилиндар.
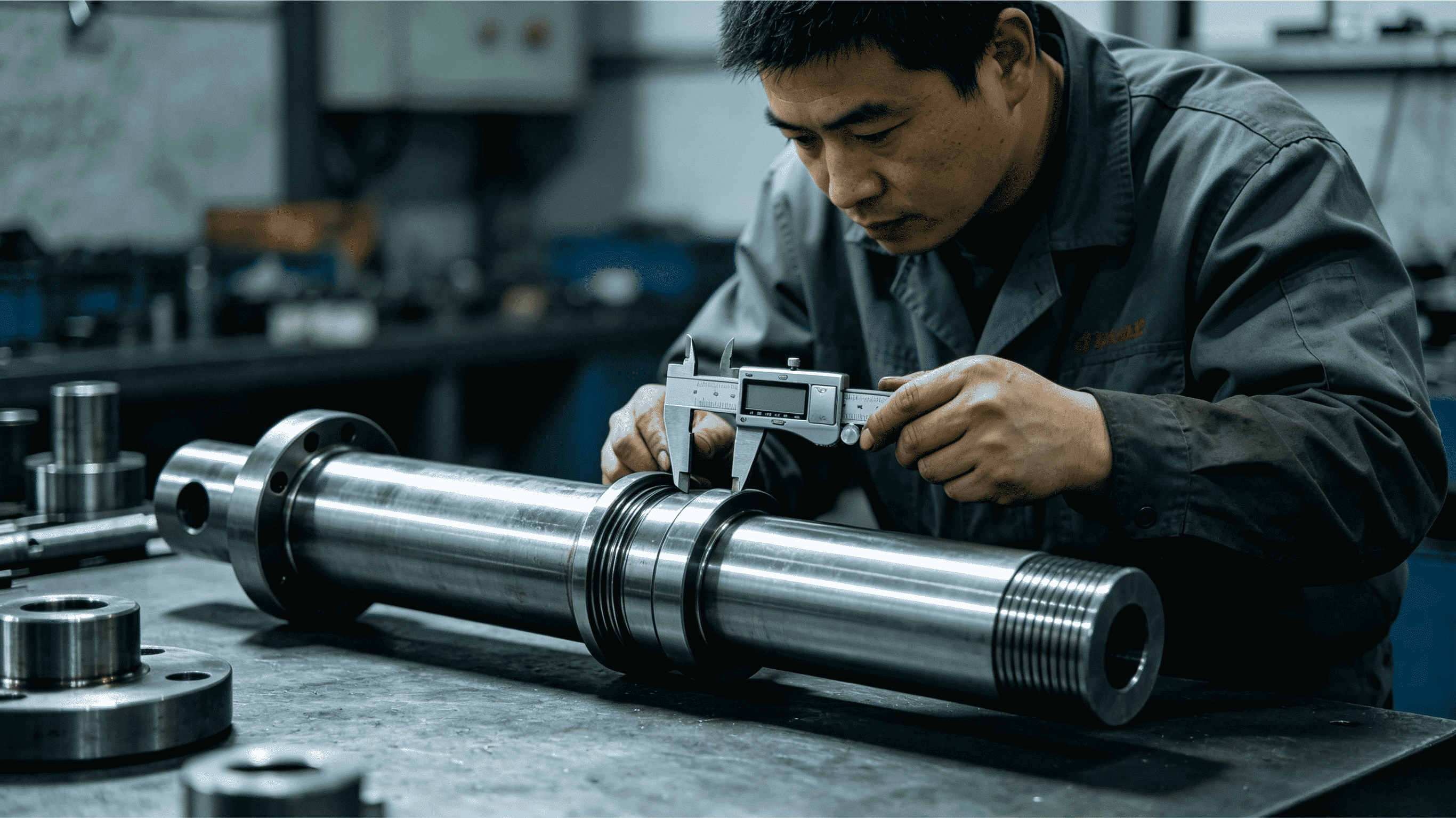
Када локални премаз отпадне или се појави ерозија рђе, потпуно очистите оштећени површински слој и изравнајте површину основног метала. Извршите делимичну обраду обнављања премаза, контролишите одступање заобљености и концентричности унутар безбедног опсега како бисте спречили гребање нових делова заптивке.
Раставите и исправите јако деформисане компоненте цилиндра. Покрените тест кретања пуног хода и проверу задржавања притиска након тога. Само потврдите да нема заглављивања и цурења уља да се цилиндар може поново монтирати на опрему.
Већина грешака у вези са површином може се избећи правилном свакодневном негом. Стандардни радови на одржавању могу продужити радни век цилиндра за око тридесет процената.
Очистите песак и тврде остатке са клипњаче пре почетка рада, избегавајте површинске огреботине током процеса истезања. Очистите и суву површину штапа одмах након рада на блатњавом и влажном терену. Потпуно увуците клипњачу, намажите маст против рђе и поставите заштитни поклопац када машина мирује дужи период. Замените заптивку за прашину за старење на време како бисте спречили прашину и воду да уђу у унутрашњу структуру, што смањује могућност оштећења од извора.
Изаберите производе за цилиндре са циљаним површинским третманом у складу са стварним радним условима, ефикасно смањите трошкове каснијег одржавања.
Цилиндри са задебљаним хромираним премазом и прецизном завршном обрадом површине одговарају рударским операцијама са тешким оптерећењем, поседују јаку способност против удара и хабања. Анти-рустприлагођени цилиндриодговара приобалним и влажним корозивним радним подручјима. Стандардни цилиндри за површинску заштиту задовољавају свакодневну употребу опреме за лаку технику. Разуман избор производа плус рутинско одржавање у великој мери смањује појаву кварова и смањује економске губитке изазване заустављањем машине.