

Називни притисак хидрауличног цилиндра није подешен произвољно. Свеобухватно се израчунава на основу границе течења материјала цеви цилиндра, структуре дебљине зида и границе носивости заптивки. Номинални притисак стандардних општих модела узима 16МПа као основну пројектну вредност.
Овај параметар одговара граници безбедног лежаја обичних цеви цилиндара од угљеничног челика, стандардних полиуретанских заптивки и конвенционалних водећих структура, а такође служи и као најчешћи стандард за избор грађевинских машина и хидрауличних система приколица. У стварном раду, дозвољено је да тренутни ударни притисак накратко премаши називни притисак, док дуготрајни континуирани радни притисак не би требало да пређе 85% номиналне вредности. Ово је основни принцип дизајна да би се избегло унутрашње цурење, убрзано старење заптивке и деформација цеви цилиндра.
У условима дуготрајног пренаглашеног притиска, унутрашњи зид цеви цилиндра ће произвести благу еластичну деформацију, а одговарајући зазор између вођице и клипњаче ће се померити, оштећујући оригиналну прецизну толеранцију од 0,02–0,03 мм.
Са повећањем зазора, бочни проток хидрауличког уља се интензивира и клипни прстен подноси неуједначену силу, што доводи до постепеног делимичног хабања. У каснијој фази ће се појавити уобичајени кварови као што су унутрашње цурење, недовољна сила подизања и брзо слијегање оптерећења, који су такође главни узроци честих хидрауличних кварова у опреми на лицу места.
Температура околине од 20 ℃ – 30 ℃ је оптималан опсег за пројектовање материјала заптивке. Заптивке од полиуретанске и нитрилне гуме одржавају стандардне вредности тврдоће, еластичне компресије и отпорности на уље.
Под овим условима, заптивна ивица се равномерно уклапа са зидом цилиндра и одржава константно предоптерећење, одржавајући стабилне перформансе заптивања уља дуго времена без абнормалног хабања и деформације.
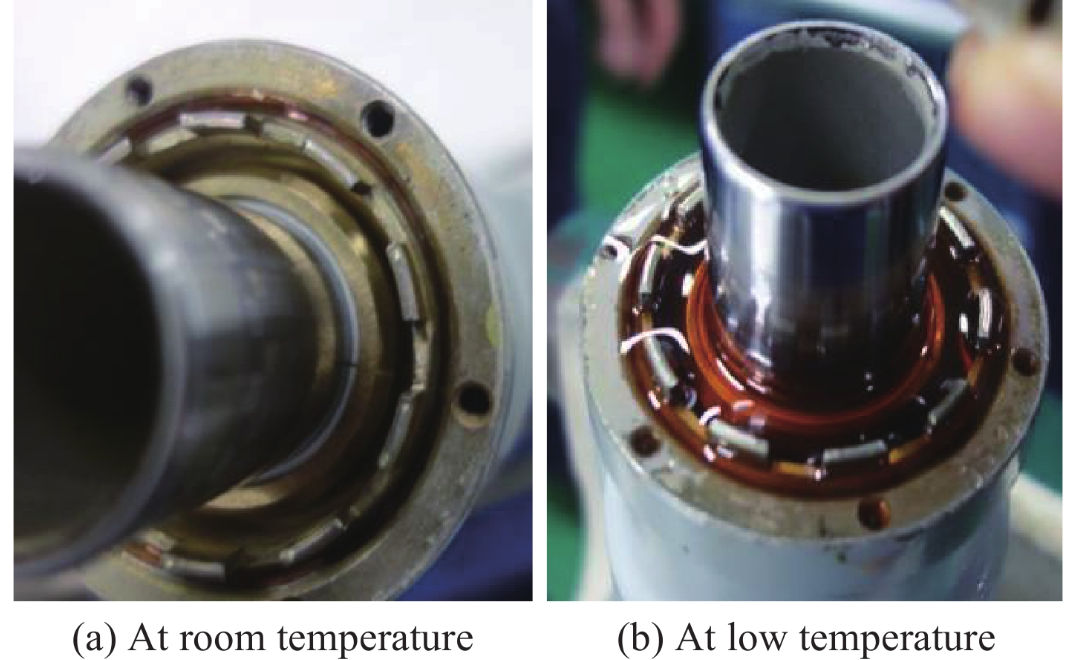
Када температура падне испод -15℃, молекуларна активност заптивних материјала опада са већом тврдоћом и мањом жилавости. Флексибилност приањања заптивне усне постаје лоша и не може адаптивно да компензује мале празнине, што је главни узрок цурења на ниским температурама.
Дуготрајан рад изнад 40 ℃ ће убрзати оксидацију хидрауличког уља и произвести колоидне нечистоће. У међувремену, заптивке старе и очвршћавају брже са смањеном еластичношћу, узрокујући постепено континуирано благо цурење и утичући на укупну оперативну стабилност.
Тврди хром галванизација на клипњачи је стандардни индустријски процес заштите. За формалне производе масовне производње, дебљина оплата је строго контролисана у границама од 0,08 мм до 0,12 мм.
Превише танка оплата не пружа адекватну отпорност на трење песка и корозију, што доводи до огреботина и мрља од рђе за кратко време под условима рада на отвореном. Превише дебела оплата ће повећати унутрашње напрезање површине и изазвати љуштење, оштећивање глаткоће површине и убрзавање хабања заптивки.

Храпавост површине готових клипњача се контролише на Ра0,2–Ра0,4μм. Ова прецизност задовољава захтеве телескопског покрета са малим трењем и избегава гребање заптивне усне изазване микро неравнинама на површини.
Претерано велика храпавост ће континуирано носити печат микроскопским избочинама; док претерано глатка површина смањује капацитет складиштења уља и отежава формирање стабилног уљног филма, повећавајући ризик од сувог трења и скраћујући век трајања компоненти за заптивање.
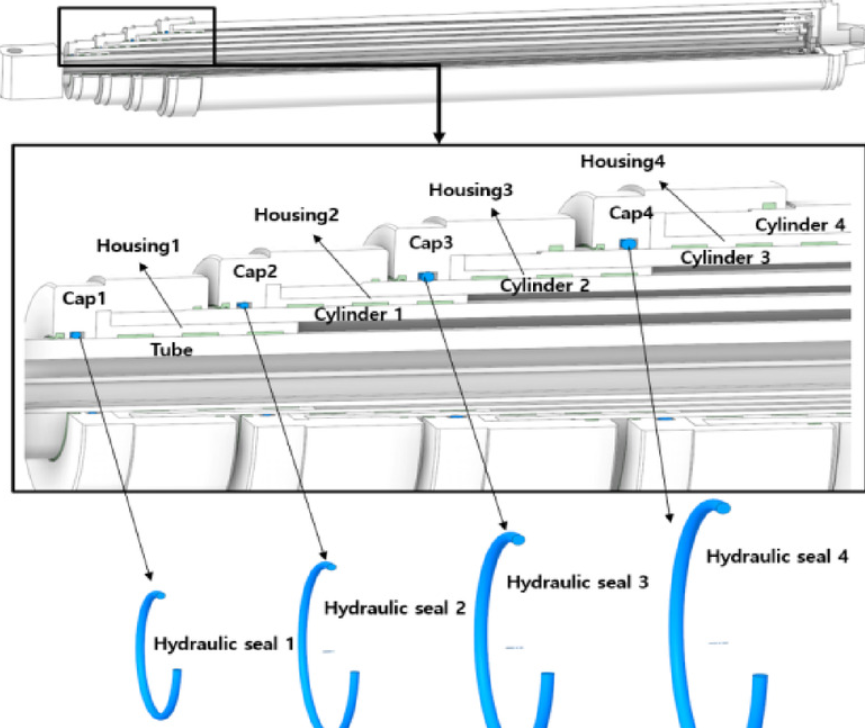
Вишестепени хидраулични цилиндри имају инхерентне структурне разлике у ходу, ефективној радној површини и пречнику пролаза уља сваког степена. Модели без синхроног оптимизацијског дизајна ће произвести одступање положаја током телескопског рада пуног хода.
Коаксијалност обраде, зазор водеће чауре и расподела протока уља су три основна фактора процеса који одређују тачност синхронизације вишестепених цилиндара.
Уграђене структуре пригушне заклопке на оба крајахидраулични цилиндрисмањити проток хидрауличког уља на крају хода кроз ефекат пригушења отвора за гас, избегавајући крути удар између клипа и завршног поклопца.
Разуман дизајн одбојника слаби удар старт-стоп, смањује укупне вибрације опреме и смањује оштећења од замора заваривачких шавова и монтажних конзола. Посебно је погодан за високофреквентне старт-стоп сценарије као што су подизање на возилу, лучке машине и пољопривредна опрема за тешка оптерећења.
У индустријском стандарду за прецизну монтажу, монтажни размак између водеће чауре и клипњаче је стабилно контролисан на 0,02 мм–0,03 мм.
Премали размак ће узроковати заглављивање и неуглађен телескопски покрет због термичког ширења када температура порасте; прекомерни зазор повећава радијално подрхтавање клипњаче, што доводи до концентрисаног ексцентричног оптерећења и једностраног хабања, чиме се скраћује укупан циклус одржавања.
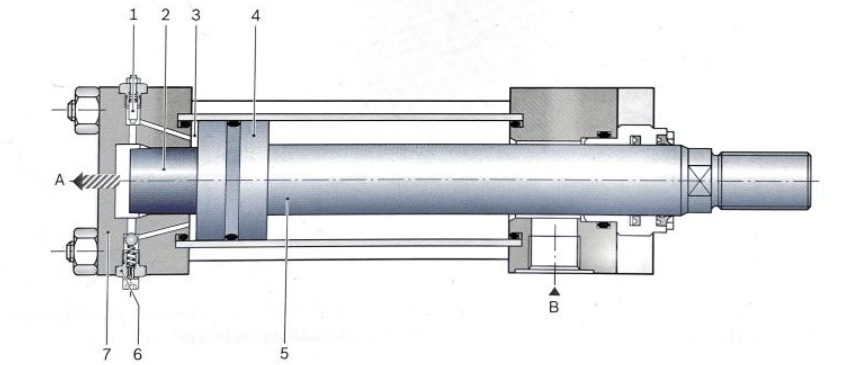
Коаксијалност монтаже цеви цилиндра, крајњег поклопца, вођице и клипњаче је кључна контролна тачка у производњи и монтажи.
Хидраулични цилиндри са прекомерним одступањем коаксијалности раде под ексцентричном силом дуго времена, што у великој мери повећава вероватноћу једностраног хабања заптивке и локалног огреботина на зиду цилиндра. То је такође важан технички разлог за очигледне разлике у животном веку међу производима исте спецификације.



