Значај хидрауличних цилиндара проширује се изван њихове функционалности како би обухватио своје замршене процесе дизајна и производње. Овај свеобухватни водич истражује свет производње хидрауличког цилиндра, покривајући све од основне структуре ових компоненти у сложене производне процедуре. Његов циљ је да истакне сложености и суптилности укључене у производњу хидрауличних цилиндара, наглашавајући своју кључну улогу у модерној индустрији и континуираним технолошким напредовањем у овој области.
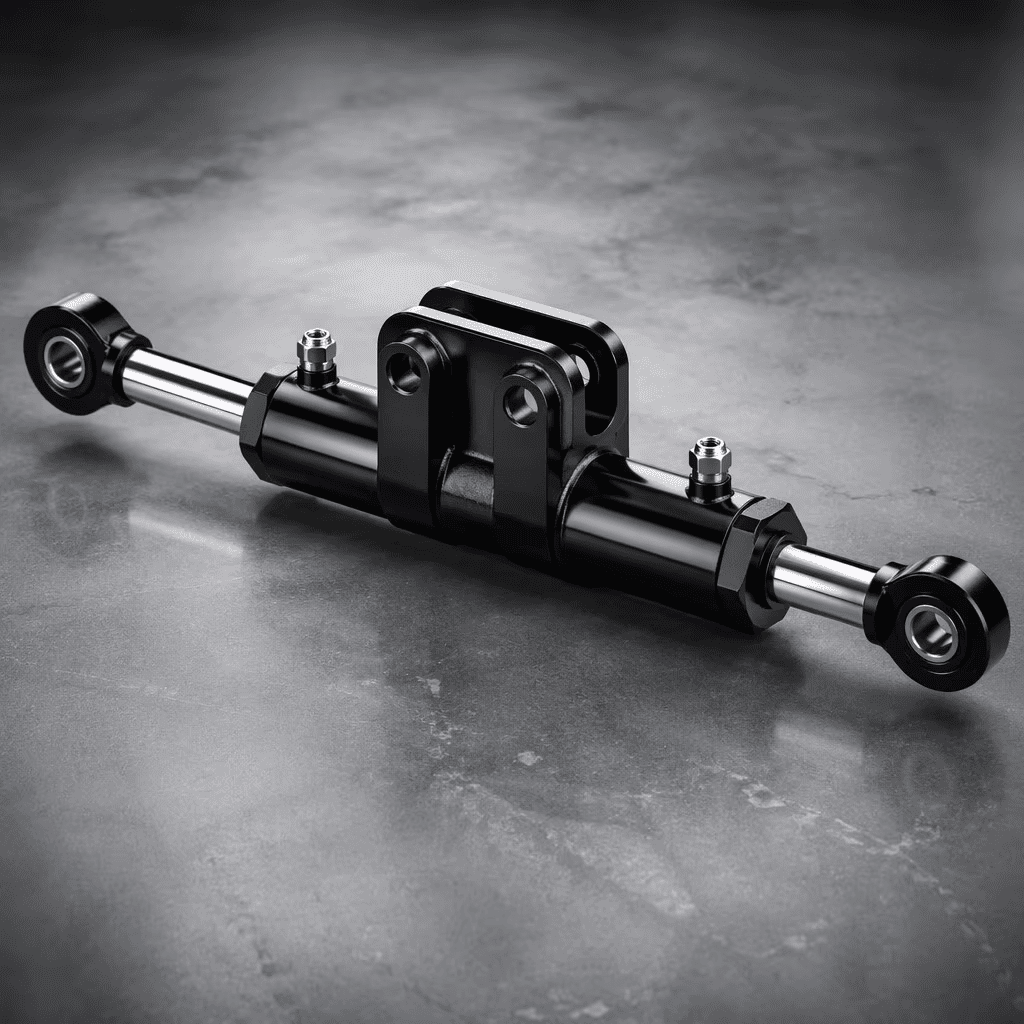
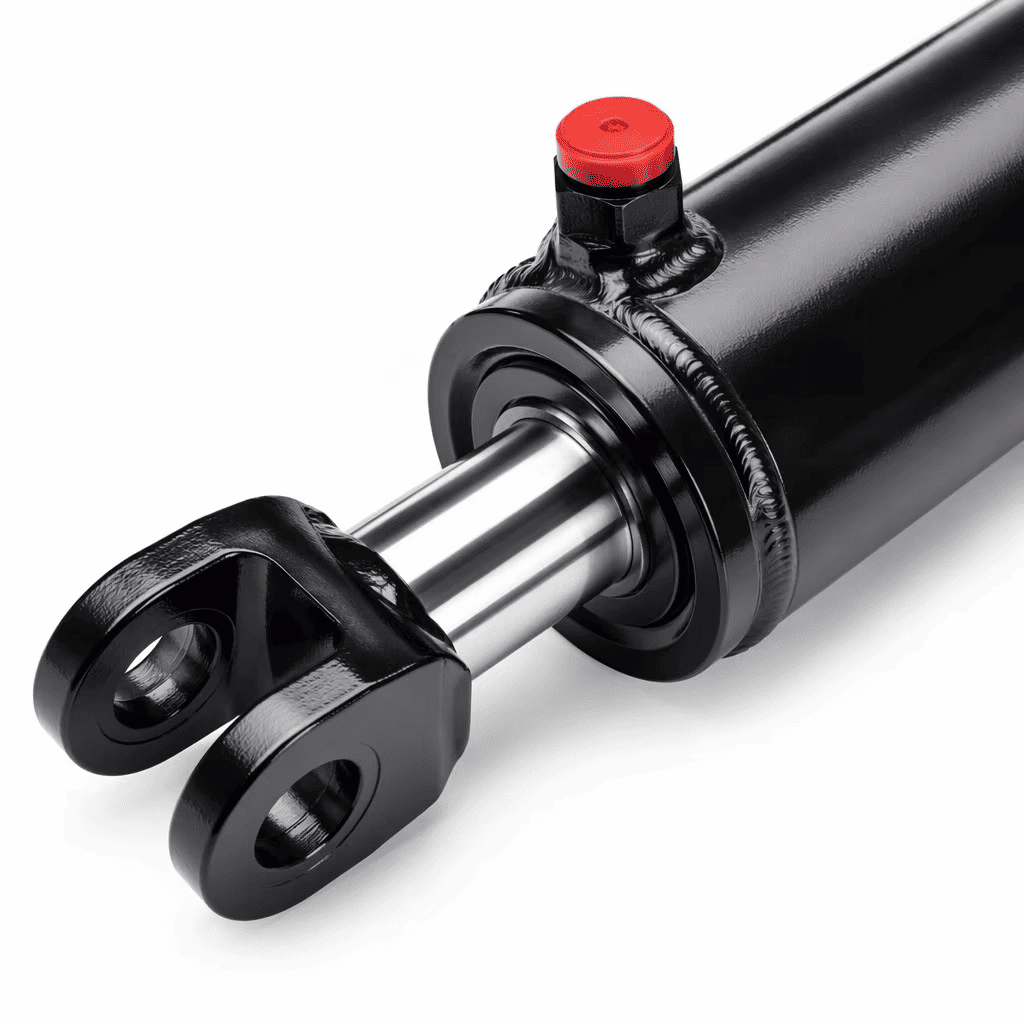
Да би у потпуности ценила софистицираност производње хидрауличког цилиндра, прво је од суштинског значаја за разумевање њене анатомије. Хидраулички цилиндар се састоји од неколико кључних делова, а сваком који служи критичну функцију у свом раду. Ове главне компоненте укључују бачву, клип, клипни штап, главу, базу и печате. Бачва делује као тело цилиндра, смештају клип и клипне шипке. Мора да је робусно и издржљиво да издржи унутрашњи притисак који је вршио хидрауличну течност. Унутар бачве, клип се креће напред-назад, поделу две стране цилиндра. Клип штап, који се протеже од клипа кроз главу цилиндра, претвара линеарни креј клипа у корисну рад. Глава и основна капа Крај цеви, која садрже хидрауличну течност и подржавају клипни штап. Избор материјала за ове компоненте је пресудан и варира у зависности од специфичне примене цилиндра. На пример, нехрђајући челик може бити изабран за примене у корозивним окружењима због отпорности на рђу и погоршање.
У апликацијама са високим температурама су одабрани материјали способни да издржавају топлотни експанзијски и стрес.
Разматрање дизајна су такође витални аспект производње хидрауличних цилиндра. Чимбеници попут оптерећења, дужине удара, радни притисак и температурни услови одређују дизајн цилиндра. На пример, цилиндар дизајниран за употребу у хидрауличкој штампи имаће различите спецификације у поређењу са једним коришћеним у Аероспаце апликацијама. Инжењери такође морају узети у обзир аспекте попут стила уградње и врста хидрауличне течности која ће се користити, а сви који утичу на коначни дизајн и перформансе цилиндра.
У сржи хидрауличног цилиндра је фаза дизајна, где идеје и захтеви преведени су у бетонски нацрт. Овај суштински процес започиње темељном анализом предвиђене примене хидрауличког цилиндра. Инжењери процењују различите факторе, као што су носивост цилиндра, величина, радни притисак и специфични услови за животну средину. На пример, цилиндар дизајниран за високо-температурно окружење може захтевати различите материјале него што је предвиђен за подводни употребу.
Током ове фазе софтвер за напредни дизајн игра пресудну улогу. Ови алати омогућавају дизајнерима да експериментишу са различитим конфигурацијама, идентификују стресне бодове и оптимизују дизајн и за ефикасност и економичност. Прецизност је кључна у овој фази, јер чак и мале погрешне израде могу значајно утицати на функционалност цилиндра.
Након што је основан чврсти дизајн за хидраулички цилиндар, фокус се прелази у фазу материјала за набавку. Ова фаза укључује пажљиви избор материјала на основу њихових имања и специфичних захтева примене.
1.ЗИЉУЋИ МЕТАЛ ЗА БАРРЕЛУ:
Бачва хидрауличног цилиндра мора бити у могућности да издржи унутрашње притиске и одупире се носењу током времена. Обично коришћени материјали укључују челични и нехрђајући челик, изабрани за своју снагу и издржљивост. У неким апликацијама где је тежина критични фактор, алуминијум се може изабрати за своју лагану природу.
2.Кројинг десни метал за клипове:
Клипови морају бити снажне и способне да одржавају свој облик под различитим притисцима. Материјали попут угљеничног челика и ливеног гвожђа су популарни избори због своје снаге и отпора на деформацију.
3. Одабир материјала за паистон:
Шипка за клип, изложени спољним окружењима, захтева високу отпорност на савијање и корозију. Челик високе чврстоће често се користи, понекад и са хромираним плочама или другим површинским третманима за побољшање отпорности на корозију и тврдоћу површине.
4. Печати квалитетне бртве и друге компоненте:
Поред главних металних компоненти, наручивање заптивача квалитета (попут О-прстенова и заптивача) подједнако је важно. Ове бртве морају бити компатибилне са хидрауличком течношћу у употреби и способни да издрже притиске и температуре.
5. Претпостављање фактора за заштиту животне средине и примене:
У окружењима која карактеришу високу влажност или корозивне услове, потребни су материјали са побољшаном отпорношћу корозије. Слично томе, за апликације које укључују високе температуре, могу се одабрати материјали који могу издржати топлотни експанзију.
Након набавке квалитетних материјала, следећа критична фаза у производњи хидрауличног цилиндра је процес обраде и монтаже. Ова фаза претвори се на извор материјала у суштинске компоненте хидрауличког цилиндра користећи прецизне и напредне технике обраде.
1.ЧИНГ РАВ-а
Први корак у физичкој производњи хидрауличних цилиндара је резање сировина. Ова основна фаза поставља тон за квалитет и прецизност целог производног процеса.
Прецизиција Спецификације дизајнирања: Сировине, обично различите разреде челика или друге метале, исече се на одређене облике и величине према детаљним спецификацијама дизајна. Високо прецизно резање алата и машина, као што су ЦНЦ машине, ласерски секачи или системи за резање воде, користе се за осигуравање тачности и доследности.
Осузивање компатибилности компонената: прецизност сечења није само у придржавању димензија; Такође је пресудно за осигуравање компатибилности различитих компоненти које ће бити састављене да би се формирале хидраулични цилиндар. Тачно сечење осигурава да се делови попут цилиндра, клипа и клипа и клипни штап заједно користе, што је неопходно за ефикасан рад цилиндра.
Смањивање материјала и минимизирање употребе и отпада: Током ове фазе се сматра ефикасно коришћењем материјала у минимализацији отпада. Напредне технике сечења и пажљиво планирање су запослени за максимизирање приноса са сваке серије материјала.
Препорација за даљу обраду: рез се затим припремају за наредне процесе као што су обрада, заваривање и монтажа. Ова припрема може укључивати чишћење, одвајање и обележавање за идентификацију.
2.ХРОМЕД И ГРАЂЕНО
Овај корак у процесу производње хидрауличког цилиндра усмјерен је на унапређење трајности и функционалности одређених компоненти, посебно клипова.
ХРОМЕ ПЛАНИРАЊЕ: Цхроме плоча је пресудни процес у којем је танки слој хрома електропиран на површину клипних шипки. Овај слој делује као заштитна баријера против корозије, која је посебно важна у окружењима у којима је цилиндар може бити изложен влаги или корозивним супстанцама. Поред тога, слој хрома повећава естетску привлачност штапа, дајући му сјајну, полирани изглед.
Преношење
Након хромирања, клипне шипке пролазе кроз процес окретања. Претварање укључује обликовање штапова тачним димензијама и толеранцијама како је наведено у дизајну. Овај поступак се обично врши помоћу стругде, где се штап ротира против алата за сечење за уклањање вишка материјала и постизање жељеног пречника и површинске обраде. Глаткоћа остварена окретањем је критична за рад клипног штапа у цилиндру, јер смањује трење, омогућавајући глатким кретањем и минимизирањем хабања и интерним заптивама шипке и цилиндра.
4. Стамбени грмљиви заваривање
Заваривање навојних грмља и других чвора је пресудан корак у процесу производње хидрауличног цилиндра, јер укључује стварање јаких, прецизних спојева који су од суштинског значаја за скупштину цилиндра и целокупни интегритет.
≥Велинг технике и опреме: Напредне технике заваривања, као што су ТИГ (волфстен инертни гас) Заваривање или МИГ (метално инертно гас), обично се користе за причвршћивање навојних грмља на компоненте цилиндра. Ове технике су изабране за њихову прецизност и снагу. Избор методе заваривања често зависи од материјала компоненти и специфичних захтева хидрауличког цилиндра.
Осудрав Снажни спојеви: Заварени спојеви су пажљиво прегледани како би се осигурали да су ослобођени оштећења, попут пукотина или порозности. Снажно заваривање је критично за трајност и сигурност хидрауличког цилиндра. Процес заваривања обично укључује контролу температуре и коришћењем материјала за пуњење који су компатибилни са основним материјалима како би се осигурала робусна веза.
Третмани за заваривање за заваривање: Након заваривања, компоненте могу проћи третмане пост-заваривања као што су ослобађање од стреса или топлоте. Ови процеси помажу у смањењу заосталих напона и побољшати снагу и жилавост подручја заваривања.
5.Тубе окретање
Процес окретања цеви је критични корак у обликовању цеви које чине бачву хидрауличког цилиндра. Ова фаза се фокусира на прецизност и пажњу на детаље, осигуравајући да цеви испуњавају тачне спецификације за пречника и површину.
ацхиединг тачан пречник: Претварање цеви укључује алат за стругове или претворене центре да бисте уклонили материјал из екстеријера цеви, доносећи их на наведени пречник. Исправан пречник је од суштинског значаја за правилно постављање клипа и других унутрашњих компоненти, осигуравајући несметано управљање и спречавање цурења.
Осузивање глаткоће површине: Поступак окретања такође има за циљ да постигне висок ниво глаткоће површине. Глатка унутрашња површина смањује трење између покретних делова, побољшавајући ефикасност и животни век цилиндра. Глаткоћа је такође пресудна за ефикасно заптивање хидрауличког система, јер несавршености на површини цеви могу довести до цурења и смањених перформанси.
Униформност и доследност: Доследност у пречнику цеви и површинским завршним слојем дуж целокупне дужине је неопходна за јединствено перформансе хидрауличког цилиндра. Напредна опрема за окретање, често компјутерски под контролом, осигурава ову конзистенцију, производећи цеви које су уједначене у димензији и квалитети.
6.Ботома и прибор за заваривање на цеви
Заваривање дна и потребна додатна опрема на цеви је пресудан корак у производњи хидрауличних цилиндара. Овај процес укључује причвршћивање крајњих капа и других компоненти у цев, која формира тело цилиндра, обезбеђујући да је запечаћена и способна да ради под високим притиском.
≥ВЉУЧНЕ Дно до цеви: Крајње капице или дно, заварени су на један или оба краја цеви. Овај задатак захтева прецизност, јер завари морају бити снажни и пропуштајући доказ да издрже унутрашњи притисак хидрауличне течности. Квалитет заварива је неопходан за одржавање интегритета и сигурности цилиндра. Ако дно нису правилно заварене, они могу проћи под притиском, представљајући значајне ризике и на опрему и оператере.
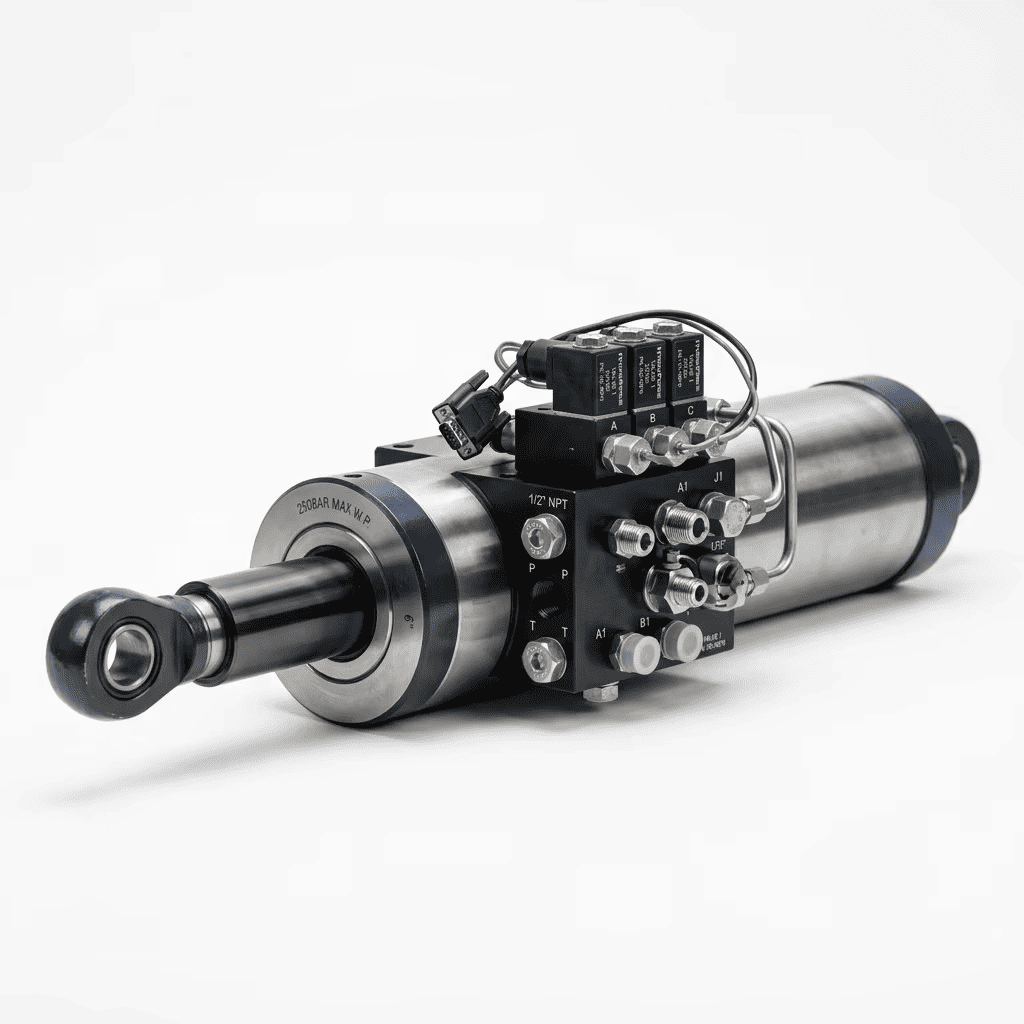
Потребан додатак: Поред дна, осталих прибора као што су носачи за монтажу, портови за унос и излазак хидрауличних течности и сензори су такође заварени на цев. Ове компоненте морају бити постављене и приложене са великом тачношћу како би се осигурало правилно усклађивање и функционалност у завршној скупштини.
ОЕНСИРАНИРАЊЕ ЗАПОШЉЕЊЕНОГ ЦИЛИНДА: Поступак заваривања је пажљиво извршен да гарантује да је тело цилиндра потпуно запечаћено. Ово заптивање је пресудно за ефикасан рад цилиндра, јер било какво цурење хидрауличне течности може резултирати губитком моћи и ефикасности. Технике попут ТИГ-а (волфстен инертне гас) се обично користе јер пружају снажне, прецизне заварене захтјеве погодне за апликације високог притиска.
7.полисх

Фаза полирања хидрауличног цилиндра је пресудни процес који следи заваривање, чији је циљ да побољша и естетску жалбу и функционалан квалитет компоненти.
ацхиединг глатка завршна обрада: Полирање се првенствено врши да изглађује спољне површине компоненти хидрауличних цилиндра, посебно оних који су заварени. Овај процес укључује употребу абразива за уклањање било ког прскања заваривања, оксидационих слојева и површинских несавршености. Циљ је постићи униформу, глатку завршну обраду која не само да изгледа не само да минимизира ризик од корозије и материјалног умор.
Препорарање за даљи третман: У неким случајевима полирање служи као припремни корак за даљње површинске третмане као што су сликање, премазивање или облагање. Глатка, чиста површина осигурава бољу пријањање и ефикасност ових третмана.
8.Инсталл
Фаза инсталације или монтаже у производњи хидрауличних цилиндара је место где се различите обрађене и третиране компоненте састају како би формирали комплетну јединицу.
Основне основне компоненте: Процес монтаже укључује главне компоненте хидрауличног цилиндра: клип, клипне шипке, бртве и каросерије цилиндра (цев). Свака компонента мора се пажљиво инсталирати у исправном редоследу и оријентацији. Обично је клип причвршћен на клипну шипку, а ова се скупштина убацује у тело цилиндра.
Сметајући бртве и заптивке: бртве и заптивке су пресудни за одржавање хидрауличког интегритета цилиндра. Они спречавају цурење хидрауличне течности и осигурати да цилиндар може да генерише и издржи тражени притисак. Инсталација ових заптивача захтева прецизност како би се избегла оштећење и осигуравање да се правилно сједе.
Враћају спољне компоненте: Једном када је унутрашња скупштина комплетна, споља су спољашње компоненте попут крајњих капа, монтажних носача и прикључке за хидрауличке везе. Ове компоненте су често причвршћене или заварене на телу цилиндра, а њихов сигуран прилог је од виталног значаја за укупну функционалност и сигурност цилиндра.
9.Паиментинг
Сликарска фаза хидрауличног цилиндра је коначни корак који додаје и естетску вредност и заштитну функционалност готовом производу.
енхансинг Естетска жалба: Сликарство пружа хидраулични цилиндар са полираним, професионалним изгледом, који може бити пресудан за задовољство купаца и перцепцију марке. Добро готов производ често сигнализира висок квалитет, а сликање омогућава прилагођавање бојама компаније или дизајнерским схемама, на тај начин побољшава тржишну привлачност производа.
протективни слој против елемената животне средине: боја служи као препрека против фактора животне средине као што су влажна, прашина, хемикалије и УВ зрачење. Ова заштита је посебно важна за цилиндре које се користе у поставкама на отвореном или оштрим индустријским окружењима. Чувањем од корозије и хабања, боја проширује животни век хидрауличког цилиндра, осигуравајући да остане функционалан и одржава његов интегритет током времена.
Процес репродукције: Пре сликања, површина цилиндра је обично прецизно да се уклони уља, прашине или друге контаминанте. Ова припрема може да укључује одмашћивање, пескање или наношење темељака. Избор методе боје и примене (прскање, потапање итд.) Зависи од материјала цилиндра, његова предвиђена употреба и животне средине у којој ће радити.
≥Дринг и очвршћивање: Након примене боје, цилиндар пролази кроз поступак сушења и очвршћивања. Овисно о врсти боје, то би могло укључивати коришћење пећнице или топлотне лампе за убрзање очвршћивања или омогућавање томе да се природно осуши у добро прозраченом подручју.
У овом свеобухватном водичу смо истражили замршени свет производње хидрауличних цилиндра, откривши сваку критичну фазу у процесу производње. Хидраулични цилиндри играју виталну улогу у широком спектру индустрија и разумевање њиховог процеса производње је од суштинског значаја за сваког купца.